Станок ИР1250ПМФ4 с пятью управляемыми осями координат и с автоматической сменой инструмента предназначен для обработки корпусных и базовых деталей из черных и цветных металлов в условиях мелкосерийного и серийного производства. На станке устанавливается система ЧПУ NC100. В продольно-подвижной стойке портального типа находится бесконсольная термосимметричная конструкция вертикально-подвижной шпиндельной бабки (рис. 1). Расположение шпиндельной бабки внутри портальной стойки гарантирует высокую жесткость и виброустойчивость при работе в тяжелых режимах и обеспечивает высокую точность обработки. Шпиндельная бабка перемещается внутри портальной стойки и уравновешивается гидроцилиндром. Главный привод оснащен регулируемым двигателем М1 и двухступенчатой коробкой скоростей с электрогидравлическим переключением ступеней (рис. 2). Шпиндельное устройство выполнено в виде автономного узла. Большой вылет переднего торца фрезерного шпинделя относительно лобовой поверхности шпиндельной бабки позволяет работать на максимальных режимах резания практически в любой точке рабочей зоны. Азотированный выдвижной расточный шпиндель перемещается от прецизионной шарико-винтовой пары.
Движения подач и поворот стола осуществляются от высокомоментных электродвигателей постоянного тока М2, M3, M4, M5, М6. Обрабатывающий центр с ЧПУ комплектуется прецизионными шарико-винтовыми парами по всем осям. Перемещения отсчитываются линейными измерительными датчиками типа ЛИР или LS186C фирмы Heidenhain. Комбинированная конструкция системы направляющих (антифрикционные накладки по основным плоскостям и прецизионные роликовые опоры качения по боковым плоскостям и нижним полкам) гарантирует длительное сохранение точности станка и высокую жесткость узлов при больших скоростях обработки в сочетании с высокими демпфирующими свойствами. Применяется стальная телескопическая защита направляющих.

Рис. 1. Компоновка станка ИР1250ПМФ4
В приводе поворота стола используются регулируемый высокомоментный двигатель переменного тока, конический редуктор и червячная передача. Поворотный рабочий стол имеет дискретность поворота 0,0019. Дополнительно имеется реперное устройство для особо точного поворота стола через 90°. Жесткая фиксация поворотной части стола при повороте на любой угол осуществляется зажимом с помощью пакетов тарельчатых пружин, гарантирующих постоянную надежную фиксацию независимо от уровня давления в гидросистеме; отжим поворотной части гидравлический. Беззазорная червячная передача обеспечивает высокую точность углового позиционирования рабочего стола по оси В. Поворотная часть стола установлена на прецизионных радиально-упорном и упорном роликовых подшипниках и двух кольцевых направляющих из полимерного антифрикционного материала.
Устройство смены инструмента установлено на отдельном фундаменте и не оказывает влияния на точность обработки на станке. Цанговый зажим инструмента в шпинделе осуществляется механически с помощью пакета тарельчатых пружин, отжим инструмента гидравлический. Автоматизированный гидромеханический зажим-отжим инструмента в шпинделе позволяет сократить чистое время смены инструмента. В станке применяется: автоматическая централизованная система дозированной смазки; автоматическая циркуляционная смазка узлов шпиндельной бабки от отдельного агрегата; шнековый транспортер уборки стружки, встроенный в станину со стороны шпинделя. Также в комплект станка входят: оптические измерительные линейки; система подачи, сбора и очистки СОЖ; дополнительные транспортеры уборки стружки; ограждение зоны резания.
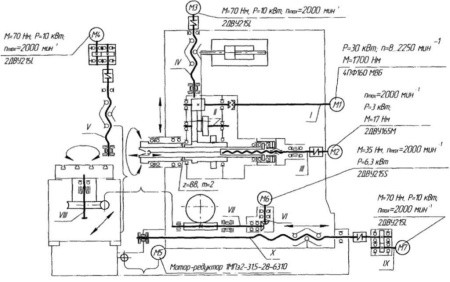
Рис. 2. Кинематическая схема станка ИР1250ПМФ4
Технические характеристики станка ИР1250ПМФ4
- Диаметр выдвижного шпинделя 110 мм
- Программируемые перемещения рабочих органов по X/Ү/W/Z 1600 (2000)* / 1220 (1600)* / 1000; 500 / 1000; 500
- Программируемые перемещения поворотного стола (ось В) 360 град
- Размер рабочей поверхности стола 1250х1400 мм
- Грузоподъемность стола 5000 кг
- Количество Т-образных пазов 7 шт
- Ширина пазов 22 мм
- Расстояние между пазами 160 мм
- Дискретность поворота стола 0,001 град
- Диаметр расточного шпинделя 110 мм
- Конус отверстия в шпинделе ISO 50
- Пределы частот вращения шпинделя 8...2250 мин(-1)
- Мощность главного привода 30 (18)* кВт
- Наибольший крутящий момент 1700 Нм
- Емкость инструментального магазина 100 (40; 64)* шт
- Наибольшая масса инструмента 25 кг
- Наибольший диаметр инструмента без пропуска гнезд 125 мм
- Наибольший диаметр инструмента с пропуском гнезд 315 мм
- Диаметр фрезы, устанавливаемой на фрезерном шпинделе 450 мм
- Наибольшая длина инструмента 400 мм
- Время замены инструмента 8 с
- Рабочие подачи по линейным осям 1...6000 мм/мин
- Ускоренные перемещения по осям X/Y/W/Z 6 м/мин
- Усилие подачи по осям X/Y/Z/W 12,5; 10,0; 15,0 кН
- Рабочие подачи оси B 1...1080 град/мин
- Ускоренное перемещение по оси В 3 мин(-1)
- Усилие подачи по оси В 3 кНм
- Общая мощность электродвигателей 57 (45)* кВт
- Наибольшая общая мощность работающих двигателей 39 кВт
- Питающий ток 50 Гц, 380 В
- Класс точности станка П
- Точность линейного позиционирования 25 мкм
- Точность позиционирования стола на любой угол 15 угл. с
- Габаритные размеры 5670x5030х4280 мм
- Общая масса 18500 кг
*В зависимости от исполнения и комплектации станка
