Обрабатывающие центры с ЧПУ - оборудование высокого уровня и при обслуживании требует комплексного подхода. Без создания системы, в которой будут участвовать технологические, производственные, ремонтные и контрольные службы, невозможна эффективная работа обрабатывающих центров.
Рассмотрим этап внедрения обрабатывающих центров с ЧПУ на производстве, в котором производственная и технологическая подготовки взаимосвязаны. На основании классификации деталей производят анализ работающих фрезерных центров и разрабатываются требования, которым они должны удовлетворять. Важно, чтобы обрабатывающие центры с ЧПУ выбирались и заказывались с учетом деталей, которые должны обрабатываться в будущем по перспективным изделиям. Техническое задание разрабатывается в соответствии с ГОСТ 15.001-73. Так как обрабатывающий центр - сложное и дорогостоящее оборудование, необходимо согласовывать его поставку, налаженным на обработку одной или нескольких деталей. При этом станок поступает на производство оснащенный всем необходимым, чтобы в кратчайшие сроки начать эффективную работу. Приемку и испытание станка можно производить по обработанной детали (рис. 1).

Рис. 1. Схема подготовки и сдачи обрабатывающего центра с ЧПУ в производство
После выбора обрабатывающего центра максимально отвечающего требованиям производства, начинаются обучение и подготовка обслуживающего персонала, производственная и технологическая подготовка, Обучение персонала направлено на квалифицированное обслуживание обрабатывающего центра. Практически все средние и крупные предприятия, эксплуатирующие станки с ЧПУ и обрабатывающие центры, используют опыт для совершенствования работы, повышения коэффициента загрузки станка. Службы завода должны разработать структуру комплексной системы внедрения, эксплуатации и начать обучение обслуживающего персонала. К нему относятся операторы и наладчики, работающие на обрабатывающем центре, электрики и механики, обеспечивающие надежность работы станка, программисты, подготавливающие программы или проводящие технологическую подготовку. Операторы и наладчики должны изучить характеристики обрабатывающего центра с ЧПУ, его технологические возможности. Наладчик и оператор совместно с программистом осуществляют внедрение программ. Электрики изучают систему ЧПУ, силовое электрооборудование, методы устранения неисправностей. Специальности технолога-программиста целесообразно обучить технолога, имеющего производственный опыт. Использование этого опыта позволит наиболее рационально строить программу обработки деталей. Обучение может проводиться производителем обрабатывающих центров у себя или непосредственно на предприятии, приобретающем фрезерный центр.
Важным является вопрос размещения обрабатывающего центра на производстве. Опыт использования станков с ЧПУ показывает, что предприятия, имеющие большое число этих станков (свыше 100 шт.), осуществляют внедрение в три этапа:
- Первый - приобретение оборудования. Станки устанавливают в одном цехе (их число не превышает нескольких десятков).
- Второй этап - увеличение доли станков с ЧПУ до 15% цехового парка оборудования (их устанавливают в разных цехах).
- Третий этап - возрастание числа станков с ЧПУ до 30% в каждом цехе.
При освоении автоматизированного оборудования, в том числе обрабатывающих центров, каждое предприятие, как правило, проходит через все три этапа. Так как обрабатывающий центр концентрирует обработку детали в единую операцию, то расположение его среди цехового оборудования на производстве во многих случаях не зависит от общего технологического процесса и более важным показателем является удобство обслуживания. Обязательно должны соблюдаться требования, указанные в руководстве по эксплуатации и касающиеся закрепления станка, изменений внешней температуры и запыленности среды. Любые отклонения могут влиять на характеристики станка. При размещении следует учитывать возможности многостаночного обслуживания обрабатывающего центра. Вместе с фрезерным центром оператор может обслуживать и обычные станки с ЧПУ.
ПНР и приемка обрабатывающего центра
На этапы подготовки выделяется определенное число дней, зависящее от размеров, массы, сложности и особых условий установки. После подключения станка проводят его технологические испытания, цель которых - определить фактические величины технических и точностных характеристик. Предприятию следует решить вопрос о привлечении к установке обрабатывающего центра монтажных служб предприятия-изготовителя или наладочных организаций. Если имеется опыт внедрения обрабатывающего центра с ЧПУ данной модели, предприятие может самостоятельно подключать и испытывать станок. Для обрабатывающих центров новых моделей обязателен вызов представителей завода-изготовителя. При этом заводские службы, которые будут участвовать в эксплуатации станка, должны принимать участие в монтажных работах и проверках. Обрабатывающий центр с ЧПУ - сложная конструкция, и надежность его работы во многом зависит от квалификации персонала и правильной организации обслуживания.
После завершения пуско наладочных работ (ПНР) в процессе приемки обрабатывающего центра следует провести проверку характеристик, которую начинают с уточнения величины рабочих ходов по координатным осям. Провести проверку минимального расстояния от оси поворотного стола до торца шпинделя для обрабатывающих центров с горизонтальным шпинделем. Эта величина во многом определяет минимальную длину инструмента и положение детали на станке. Расстояние от оси горизонтального шпинделя до зеркала стола определяет ту минимальную высоту подкладок на столе или установочного приспособления, которая позволяет обрабатывать наиболее низко расположенные поверхности детали. В некоторых деталях при обходе контура ось фрезы опускается ниже самого контура детали, что может привести к блокировке программы.
Для вертикальных обрабатывающих центров в ходе приемки проверяют минимальное расстояние от торца шпинделя до поверхности стола. Эта величина определяет максимальную высоту обрабатываемых деталей и особенно тщательно просчитывается, если должны обрабатываться поверхности на нижних плоскостях детали. Проверку этих величин производят параллельно с проверкой величин ходов. Данные по этим проверкам должны быть зафиксированы и переданы технологам-программистам.
Для вертикальных и горизонтальных обрабатывающих центров следует определить фактическую зону смены инструмента, если она происходит в объеме обрабатываемой детали. Для этого смену инструмента производят поэтапно, определяя вылет в крайнем переднем положении, т. е. при извлеченном из шпинделя инструменте. Зная величину наиболее длинного инструмента, определяют координаты отвода рабочих органов с деталью для проведения безопасной смены инструмента. Схема смены должна быть передана технологу-программисту. Так как в обрабатывающем центре с ЧПУ инструменты ограничены по массе и длине, необходимо производить проверку фактических параметров станка. Для проверки используют два инструмента: один максимальной массы и длины, другой - минимальной массы. Применение инструментов по массе и длине, превышающим указанные в технических характеристиках, запрещается.
Для определения экономических показателей и возможности с большей точностью рассчитывать время обработки детали по программе производится определение фактического времени вспомогательных перемещений обрабатывающего центра. Необходимо проверить соответствие диапазонов частоты вращения шпинделя и подач заданным в технических характеристиках. Для этого включают минимальные и максимальные обороты. Включение производят от пульта станка или пульта системы ЧПУ, а измерение - тахометром. Отклонение не должно превышать величины, определенной в TУ. Аналогично проверяют диапазон подач. Время простоев в работе включает в себя время на установку, снятие и проведение измерений детали, смену программоносителя, время обслуживания станка, в том числе контроль технического состояния обрабатывающего центра, регулировку, прогрев, смазку и подготовительно-заключительное время.
После проверки данных по техническим характеристикам и определения основных времен вспомогательных движений и связанных с текущим техническим обслуживанием обязательна проверка на надежность работы обрабатывающего центра в соответствии с инструкцией. Исходными данными для оценки надежности обрабатывающих центров с ЧПУ являются наработка на период испытаний, перечень отказов и их число, время восстановления работоспособности станков. Наработка станков определяется суммарным временем их работы по управляющим программам с момента начала обследования и до конца. Время работы по управляющим программам (УП) регистрируется счетчиком, а при его отсутствии рассчитывается умножением времени работы по УП одной детали на число повторов данной УП. При этом время работы по одной УП определяется хронометражем. Наработка устройства ЧПУ характеризуется временем нахождения его во включенном состоянии и определяется счетчиком или хронометражем.
Отказ - событие, заключающееся в нарушении работоспособности обрабатывающего центра. При определении показателей надежности учитывают отказы, приводящие к прекращению функционирования станка, и отказ по точности, приводящие к браку. Отказы, связанные с нарушением правил эксплуатации, так же как отказы инструмента и приспособления, не учитывают при определении показателей надежности. Время восстановления работоспособности обрабатывающего центра определяются временем, затраченным на обнаружение, поиск и устранение последствий отказа. Введены нормы на комплексный показатель надежности - удельную длительность восстановления В для станков с ЧПУ. Для обрабатывающих центров B=0,07÷0,1. Установленное значение В соответствует простою обрабатывающего центра в неплановом ремонте (в связи с отказами) не более 7-10 ч на 100 ч работы по УП. Проверка надежности может проводиться при обработке детали и по тест-программе.
Комплексной проверкой точности обрабатывающих центров с ЧПУ является проверка детали-образца, обработанной по УП (рис. 2). Для обрабатывающих центров с горизонтальным шпинделем образец может быть выполнен в виде угольника. Для горизонтальных станков с отношением перемещений по осям X:Z и вертикальных с отношением перемещений Х:Y более 1,6 рекомендуется использовать две детали-образца. Деталь-образец окончательно обрабатывается по базовым поверхностям с точностью в 2 раза большей, чем допуски на проверяемые поверхности.
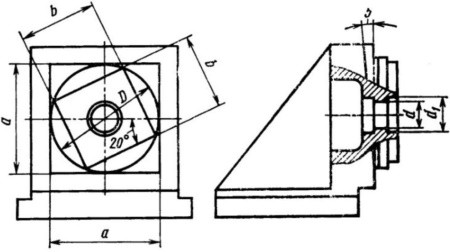
Рис. 2. Деталь-образец для комплексных испытаний обрабатывающего центра
Кроме комплексной проверки необходима проверка точности межосевых расстояний обработанных отверстий. Для этого по программе на образце сверлят и растачивают пять отверстий по квалитету Н7. Длина отверстий должна быть больше диаметра или равна ему. Возможна расточка отверстий для проверки межосевых расстояний и на образце для комплексной проверки. Измерение производят с использованием микроскопа или приспособления, предназначенного для измерения межосевых расстояний. Допуск для обрабатывающих центров с длиной перемещения рабочего органа 400-630 мм для класса точности П - 30 мкм, для класса точности А - 10 мкм; с длиной перемещения 630-1000 мм для П - 40 мкм, для А - 12 мкм.
Для станков с горизонтальным шпинделем проводят проверку отклонения от соосности отверстий, обработанных с поворотом стола. Измерение производят дважды, принимая за базовое каждое из расточенных отверстий. Отклонение от соосности проверяемых осей равно наибольшему из полученных отклонений. На обрабатывающих центрах проводят испытание по максимальным нагрузкам и уточнение режимов резания для характерных видов обработки и инструмента. При испытаниях на максимальное усилие привода главного движения и приводов подач производят сверление наибольшим диаметром и фрезерование торцовыми фрезами с максимальным припуском. Вначале обработка ведется на расчетных режимах резания. Затем режимы увеличивают и определяют предельные.
Таким образом, правильно организованные ПНР, испытания и приемка обрабатывающего центра с ЧПУ включающие проверку и уточнение технических характеристик и контроль точностных параметров, позволяют перед сдачей станка в эксплуатацию на производство определить его особенности, найти оптимальные режимы работы и обслуживания.
