Обрабатывающие центры с ЧПУ представляют собой комплексную, автоматическую систему, управляемую с помощью получаемой информации. Станки предназначены для обработки деталей с автоматическим введением в действие инструментов в заданной последовательности. Рассмотрим конструктивные особенности обрабатывающих центров, предназначенных для обработки корпусных, плоских деталей и деталей сложной конфигурации.
Фрезерные обрабатывающие центры вертикальной компоновки предназначены для обработки плоских деталей, что обеспечивает жесткость их закрепления на столе. В станках с горизонтальной компоновкой шпинделя имеются компоновки как с неподвижной, так и с подвижной колонной, в станках с вертикальной компоновкой в подавляющем большинстве - неподвижная колонна и подвижный крестовый стол. Для обрабатывающего станка с шириной стола 500 мм горизонтальная компоновка с продольно подвижной колонной и поперечно-подвижным столом имеет преимущество по жесткости и прочности перед компоновкой с неподвижной колонной и крестовым столом.
Большинство обрабатывающих центров с ЧПУ имеют центрально расположенный шпиндель. Шпиндели монтируют на прецизионных двухрядных роликовых или конических роликовых подшипниках, обеспечивающих высокие жесткость и точность вращения. Широкий диапазон работ, выполняемых на обрабатывающих центрах, предъявляет различные требования к шпинделям, например, необходимо сочетать высокую жесткость при черновом фрезеровании и расточке и повышенную быстроходность при обработке мелких отверстий. Поэтому стремятся создать конструкции опор, обеспечивающие регулирование их натяга в зависимости от вида обработки.
Фрезерные обрабатывающие центры с ЧПУ имеют жесткую шпиндельную головку и жесткий шпиндель без встроенной перемещающейся пиноли. В шпинделях стандартизирован конус для крепления инструментов, что позволяет на одном предприятии для различных обрабатывающих центрах использовать один и тот же инструмент. Конструкции автоматического зажима инструмента обеспечивают необходимую силу зажима в зависимости от размера конуса. В наладочном режиме зажим и отжим инструмента может производиться в положении смены инструмента или в любом другом положении головки. Появляются станки с вертикальным расположением поверхности стола, что улучшает условия отвода стружки и СОЖ.
Для перемещения рабочих органов используют направляющие качения, скольжения, а также комбинированные. Большинство обрабатывающих центров с ЧПУ имеет стальные накладные шлифованные направляющие и танкетки качения, которые обеспечивают жесткость стыков благодаря натягу в двух направлениях. Применяют гидростатические направляющие, которые также имеют высокую жесткость стыков и высокие эксплуатационные свойства. Отсутствие трения и механического изнашивания при поддержании постоянного воздушного зазора обеспечивает ряд преимуществ. Формы направляющих традиционные: прямоугольные призмы, V-образные или комбинация тех и других.
В качестве главного привода фрезерных центров используют регулируемые электродвигатели постоянного тока с тиристорным управлением в сочетании с двух-, четырехдиапазонной коробкой скоростей. Диапазон регулирования электродвигателей с постоянной мощностью 32-3500 мин. Мощность главного привода для малых обрабатывающих центрах до 5 кВт, средних - до 20 кВт, крупных и уникальных - до 45 кВт. В приводах перемещения рабочих органов применяют высокомоментные регулируемые электродвигатели постоянного тока в сочетании с шариковыми винтовыми парами, что обеспечивает широкий диапазон рабочих подач, высокую скорость рабочих перемещений и жесткость привода. Электродвигатель соединяют с винтом с помощью беззазорных муфт, однако иногда вводят промежуточную передачу. Гидродвигатели практически не применяют. Благодаря использованию высоких крутящего и инерционного моментов скорость вспомогательного (холостого хода до 10 м/мин достигается даже при небольших перемещениях.
Отличия разных типов обрабатывающих центров
Фрезерные обрабатывающие центры (ОЦ) можно классифицировать по различным признакам, рассмотрим основные типы обрабатывающих центров.
Отличия фрезерных центров по расположению шпинделя:
- вертикальные фрезерные центры. Обрабатывающие центры с вертикальным расположением шпинделя наиболее распространены и универсальны.
- горизонтальные обрабатывающие фрезерные центры. Использование обрабатывающих центров горизонтальной компоновки рекомендуется при обработке крупногабаритных заготовок, а благоприятные условия для эвакуации стружки при обработке полостей снижают риск повторного реза стружки, что положительно сказывается на стойкости инструмента и качестве обрабатываемых поверхностей.
Ось шпинделя всегда является осью Z и направлена на инструмент. Оси X и Y – перпендикулярные направления перемещения режущего инструмента в плоскости стола. Рассмотрим типы обрабатывающих центров отличающихся по числу управляемых осей:
- трехкоординатный фрезерный станок с чпу;
- четырехкоординатный фрезерный станок;
- пятикоординатный обрабатывающий центр с чпу и т.д.
У 3-х координатных обрабатывающих центров по металлу количество управляемых осей три – X, Y, Z, которые реализуют линейное перемещение инструмента. В случае многокординатных обрабатывающих центров (4-х осевых, 5-ти и т.д.) кроме линейных перемещений добавляется вращение вокруг одной или двух осей. Вращению вокруг оси X соответствует поворотная ось А, оси Y – ось В, оси Z – ось С. Устройство числового программного управления может осуществлять управление 16 осями максимально. Например, токарно фрезерные обрабатывающие центры могут иметь управляемые подводимые люнеты (оси V, U), заднюю бабку (ось С2), устройства загрузки и выгрузки заготовок (ось W).
Здесь стоит отметить, что количество одновременно управляемых осей не может превышать значение 5, что соответствует непрерывной 5-ти координатной обработке – одновременное движение инструмента по всем пяти степеням свободы (три оси линейного перемещения и вращение вокруг двух осей, см. рис. 1).
Непрерывная 4-х осевая обработка характеризуется одновременным движением по четырем степеням свободы. Данные виды обработок используются для фрезерования авиационных деталей сложной пространственной геометрии, снижая до минимума объем слесарных доработок. Но наибольшее распространение получили позиционные (индексированные) четыреосевая и пятиосевая обработки. В этих случаях стол или шпиндель обрабатывающего центра поворачивается на ряд дискретных положений, а обработка происходит как набор операций в несколько установов. Применение позиционной пятикоординатной обработки позволяет снизить трудоемкость и номенклатуру приспособлений как на операциях фрезерования, так и сверления.

Рис. 1. Непрерывная 5-ти осевая обработка на обрабатывающем центре
На первый взгляд сверление – тривиальная операция в сравнении с фрезерованием, но если к взаимному расположению отверстий, выполненных под разными пространственными углами, предъявляются высокие требования, то для трехосевого обрабатывающего центра это достаточно сложная задача, требующая применения отдельного установа. Кроме того, характерной особенностью деталей летательного аппарат является наличие отверстий, оси которых направлены по нормали к криволинейной поверхности. Решить данные проблемы возможно пятиосевым сверлением – шпиндель ориентируется по заданной оси и все отверстия обрабатываются за один установ (рис. 2).

Рис. 2. Пятикоординатное сверление на обрабатывающем центре с чпу
Далее рассмотрим отличия фрезерных обрабатывающих центров с чпу по типу стола:
- станки фрезерного типа с неподвижным столом;
- фрезерные станки с подвижным столом
Наиболее распространенной является компоновкой станка, где оси X и Y реализованы линейным перемещением стола относительно неподвижного шпинделя. Такие станки хорошо подходят для высокоскоростной обработки (High speed machining или HSM-обработка).
Для обработки крупногабаритных деталей и тяжелого фрезерования применяют обрабатывающие центры портального (или колонного) типа, когда стол станка неподвижен, а вся шпиндельная бабка перемещается относительно него. Преимуществом обрабатывающих центров данного типа является улучшенный обзор рабочей зоны, стабильность процесса резания за счет отсутствия перемещения детали, возможность применения инструмента с увеличенным вылетом и большой массы.
По способу реализации фрезерные обрабатывающие центры бывают применимы для 4-х и 5-ти осевой обработки:
- фрезерный ОЦ поворотным столом;
- обрабатывающий центр с поворотным шпиндельным узлом (фрезерная головка);
- фрезерный центр с чпу комбинированного типа, в котором совмещены поворотный стол и поворотная головка.
Каждый способ реализации многокоординатной обработки имеет как положительные моменты, так и отрицательные. Главным недостатком обрабатывающего центра с поворотным столом является небольшая рабочая зона станка, однако данная компоновка обеспечивает хорошую жесткость оборудования. Для обработки крупногабаритных изделий рекомендуется использовать портальные фрезерные центры с поворотной фрезерной головкой. Существуют многоцелевые обрабатывающие центры с поворотной фрезерной головкой, имеющей возможность вращаться только вокруг одной оси. Пятая координата в таком случае реализуется вращением стола (как правило, вокруг оси Z).
По типу основных операций, выполняемых на обрабатывающих центрах с чпу различают:
- токарные работы
- токарно фрезерные операции
Современное металлообрабатывающее оборудование многофункционально и способно выполнять различные операции механической обработки: точение, фрезерование, растачивание, сверление, нарезание резьбы и т.д. Большинство токарных обрабатывающих центров оснащены дополнительным фрезерным шпинделем, который хотя и уступает по технологическим возможностям фрезерным и токарно-фрезерным, но позволяет выполнять простые фрезерные операции. Поэтому классификация по типу операций условна, но позволяет судить, для какого основного типа операций предназначен станок.
Автоматическая смена инструмента фрезерных центров
Многообразие конструкторских решений узла автоматической смены инструмента можно свести к магазинам двух типов: барабанному и цепному, которые размещают как отдельно стоящий узел рядом со станком либо на колонне (сверху или сбоку) или на шпиндельной головке. Каждая из компоновок имеет преимущества и недостатки. Отдельно стоящий узел можно использовать в различных станках, он удобен в сборке и монтаже, не влияет на точность станка, так как не деформирует базовые детали, однако увеличивает занимаемую площадь. Магазин, расположенный на колонне сбоку или сверху, сокращает длину перемещения инструмента, делает механизм смены более компактным, однако усложняет конструкцию из-за необходимости поворота инструмента для его установки в шпиндель, затрудняет установку инструмента в магазин в случае его расположения сверху. При установке магазина на шпиндельной головке можно производить смену в любом ее положении, что сокращает время смены, однако увеличивает массу шпиндельной головки, что требует большего противовеса и увеличения жесткости направляющих и основных базовых деталей. Смену производят двуплечим автооператором. Инструмент захватывается из гнезда магазина, а при большом удалении магазина от шпинделя - из промежуточной позиции. Число инструментов в магазине 20-120, но для обрабатывающих центров средних размеров 30.
Анализ корпусных и плоских деталей сложной конфигурации показывает, что для 85 % деталей достаточно 30 инструментов. Для инструментальных магазинов с числом инструментов 30-40 используют дисковую форму, для большего числа - цепную. Для инструментов вводят ограничения по массе и длине. Ограничения по массе связаны с жесткостью конструкции манипулятора, ограничения по длине - с объемом свободной зоны для смены. Для станков с вертикальной компоновкой шпинделя при смене инструмента необходимо отводить рабочий стол с деталью. Для малых и средних обрабатывающих центров масса инструмента ограничивается 10-16 кг, длина - 300-400 мм. В некоторых конструкциях магазинов инструменты защищаются от попадания пыли и грязи, а при установке или перед установкой в шпиндель обдуваются. Время смены инструмента не превышает 10-12 с (от окончания съема металла одним инструментом до начала резания другим). Смена инструмента с помощью револьверных головок в современных конструкциях фрезерных центров не используется.
Автоматическая смена деталей на обрабатывающих центрах
Для сокращения времени смены детали применяют автоматизированные устройства, которыми по программе снимают обработанную деталь с рабочего стола и устанавливают новую заготовку. При этом заготовки устанавливают на столах спутниках. Большинство конструкций представляют собой двухпозиционную поворотную платформу, размещенную сбоку или спереди станка и оснащенную механизмом перемещения стола-спутника (рис. 3, а). Пока на станке проходит обработка детали, на второй позиции устанавливается новая заготовка. После окончания обработки рабочий стол станка выходит на позицию смены детали, и устройство с помощью захвата (клещевидного или пальцевого) снимает стол-спутник на себя. Поворотом на 180° новая заготовка подается к столу станка. Кроме двухпозиционных поворотных устройств имеются конструкции однопозиционные, устанавливаемые с разных сторон станка (рис. 3, б). В этом случае рабочий стол станка последовательно выходит то на одну, то на другую позицию. Имеются конструкции двухпозиционные параллельного действия, при этом сокращается путь перемещения стола на позицию смены детали (рис. 3, в).
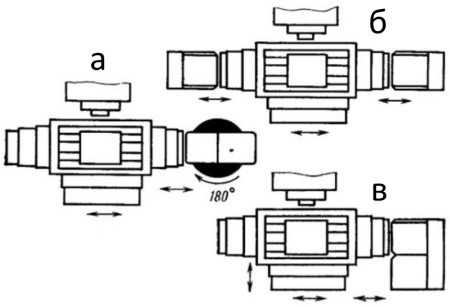
Рис. 3. Компоновка обрабатывающего центра с устройством автоматической смены заготовки: а - двухпозиционное поворотное; б - однопозиционное с двух сторон станка; в - двухпозиционное параллельного действия
При автоматической смене заготовок, устанавливаемых на столах-спутниках, необходимо обеспечить стабильную точность обработки всех заготовок. Параметры столов-спутников, влияющие на точность обработанных деталей, должны иметь минимальный разброс. Одновременно необходимо обеспечивать точность и стабильность базирования спутника на столе станка. В некоторых случаях для решения этой задачи используют датчики, контролирующие фактическое положение спутника на столе станка с вводом коррекции управляющей программы по смещенным координатам. Стабильность установки столов-спутников на обрабатывающие центры составляет 0,005-0,02 мм. Возможность совмещения времени установки одной детали с временем обработки другой достигается конструкцией самого спутника, на рабочей поверхности которого выполняются сетка точных отверстий в сочетании с сеткой резьбовых или Т-образные пазы. Реже встречается сочетание и тех и других. Межосевые расстояния выдерживаются с точностью 0,01-0,02 мм, что позволяет достигать стабильной установки детали в системе собранных на столе базирующих элементов, которые обеспечивают точность обработки. Время автоматической смены детали на фрезерных центрах с ЧПУ не превышает 30-40 с.
Дополнительное оснащение фрезерных центров
Элементами, обеспечивающими автоматическую работу обрабатывающих центров, являются устройства подачи СОЖ в зону резания и автоматизированный отвод стружки. Применение таких устройств позволяет сократить время простоя, связанное с удалением стружки, улучшает условия работы оператора, увеличивает срок службы СОЖ вследствие уменьшения контакта со стружкой. Конструкции современных обрабатывающих центров снабжены «кабинетной защитой», ограждающей зону резания и другие перемещающиеся органы. Одновременно конструкция «кабинетной защиты» обеспечивает удобный подход к зоне установки детали и инструмента, не мешает наладке обрабатывающего центра. Через окна оператор наблюдает за обработкой, состоянием и работой инструмента и в случае аварийной ситуации принимает необходимые решения.
Так как обработка детали идет автоматически, то погрешности позиционирования, линейных размеров при обработке с прямоугольным циклом, геометрические размеры сложных контуров и поверхностей будут повторены во всех деталях одной партии. Показателями точности обрабатывающих центров являются точность позиционирования и точность межосевых расстояний обработанных отверстий, воспроизведения контура, когда контур детали образуется одновременным движением по двум координатам. Точность фрезерного центра во многом зависит от жесткости базовых деталей, направляющих и др. Поэтому при конструировании особое внимание обращается на выбор форм поперечных сечений и создание замкнутых конструкций.
Во многих фрезерных обрабатывающих центрах базовые детали являются сварными (рис. 4). При проектировании обращают особое внимание на элементы стыков, которые влияют на жесткость станка. Передача винт-гайка качения, как и роликовые направляющие, вследствие малого трения уменьшают нагрев и изнашивание по сравнению с передачами скольжения. Точность перемещения зависит от точности ходового винта и может корректироваться.

Рис. 4. Пример обрабатывающего центра портального типа на сварной станине
Обрабатывающие фрезерные центры предназначены для обработки самых разнообразных деталей по назначению, материалам и размерам. При этом на станке достигается высокая степень автоматизации.
